Additive Manufacturing: Automating Castles in the Sand


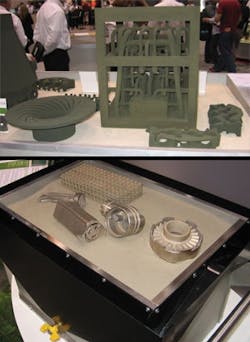
In a show crowded with enormous booths running oversized milling and grinding machines, the aisles featuring additive manufacturing could have seemed a little quiet and out of place. But they just might be the new face of part manufacturing, able to produce quantities of one as easily as quantities of 1,000; and able to make complex and ornate metal designs without having to accommodate the constraints of traditional subtractive processes (Figure 2).
ExOne is based in Irwin, Pa., some 20 miles outside of Pittsburgh. Founded about seven years ago as a spin-off of surface finishing provider Extrude Hone, ExOne makes its own automated machines and also provides contract services. At IMTS, the company showcased its newest machine, the M-Flex 3D Printing System, which ExOne says offers more than seven times the volume output of additive manufacturing machines currently in use.
The M-Flex is designed mainly for manufacturing metal parts for use in such industries as mining, automotive and energy. It makes some of the same parts being made by heavy industrial machines that were on display elsewhere on the IMTS show floor, but in an entirely different way. Rather than turn, mill and grind a part from metal, ExOne's machines start with metal powders (typically stainless steel, but also tungsten) and build the part from the bottom up (or top down), layer by layer.

Making molds and cores for casting relies on a similar printing process that uses foundry-grade sand put down in layers 0.2–0.5 mm thick. In this case, after the loose sand is removed from the mold or core, it is ready to be sent to a foundry for the casting process.
From an automation standpoint, there are factors in this process that make it similar to some more commonly known machine processes, such as 2D printing. The machine uses inkjet print heads, for example, and must be concerned with maintaining fine resolutions to keep manufacturing precise. "We're printing voxels instead of pixels, but we're still dealing with resolutions like in printing," explains Bob Wood, ExOne's general manager. "We're dropping binder on demand, so things like time of flight become important. We have to have very fine-tuned actuators for the x and y print planes. And data transfer is a big deal for us."
Wood also notes the similarities with waterjet machining. "They're taking away material instead of adding it, but the control is very similar," he says.
Some key differences from 2D printing come from the materials that additive manufacturing works with. "You have to consider the ballistic impact of the binder; how it affects the spherical powder," Wood says. He also notes the increased burden of keeping the inkjet nozzles in working order, considering that they are essentially shooting glue through those print heads.
On the other hand, there is much of the process that could still be automated. "Additive manufacturing is really in its infancy on automation, especially on the material handling side," Wood says. "There's still a lot of potential for controls."
For instance, one build process could fill a build box with literally thousands of small cores. Each of those cores — which at this point are so fragile as to be easily crushed — must be removed by hand and the excess material blown off by a hand tool. They are transferred by hand from box to box for sintering and infusion. "We could really automate the removal of the cores," Wood says, noting the time that could be saved in the process with automation.
As it is, ExOne continually looks for ways to speed up the process. Considering the hundreds or thousands of layers used to build any given piece, saving just a second off of each layer makes considerable difference. "There are about 250 layers in an inch," Wood notes. "So we look at things like how to save 2 s in a layer." The latest M-Flex machine achieves build speeds of 30 s per layer, compared with previous build speeds of about a minute and a half per layer.
"We've made tremendous strides in 3D printing in the last decade, and what our machines can do today is simply remarkable," said Dave Burns, president of ExOne. "We are printing engine castings for helicopters and replacing broken pumps in oil fields in days — not months."
