Heavy Transporter Wins Control Design Innovator Awards Competition


Such is the case with Doerfer's Wheelift heavy transporter in Waverly, Iowa. Because of its ability to take an existing technology, modify it and customize it through collaboration with a customer and the use of available machine automation, Doerfer is the winner of this year's Control Design Innovator Awards competition.

Even though Doerfer is a custom automation company, it saw the potential in Wheelift, hired the inventor and bought the patent. "We tried to sell it, and potential customers said they were nervous about the hydraulics, so we did a total design with electric drives," says Schmeiser. "We looked at Allen-Bradley, and its equipment was way too big. When we could go to customers with an all-electric transporter, they were much more excited."
Size Up the OptionsBefore Wheelift, three primary alternatives existed for moving heavy loads in a plant environmental. "In-floor rails and rail cars create paths that are laid out and restrictive," explains Schmeiser. "You can't change them. Another way is frictionless air-bearing transport, like a hovercraft. But they make a lot of noise, and your floor has to be super-flat. They can be trouble-prone, but they can carry heavy loads." The third method includes moving materials on dollies with caster wheels.
Solar Turbines in San Diego produces turbo machinery that is assembled on very large I-beam frames that can be up to 8 ft wide and 45 ft long. "They're quite large machines that we're moving around our plant from when we receive the skid off a truck to the assembly area and building our product on that and moving it to a test facility and then to a paint facility and then to shipping," explains Phil Brehe, principal quality engineer/Six Sigma black belt at Solar Turbines. "There's quite a bit of movement. These are gas-turbine-powered generator sets and compressor sets. Through the existence of our products, the skids or frames were on wheeled dollies with wheels that can rotate. One dolly would have four casters, and the other wheeled dolly under the frame or skid would have rigid wheels that don't rotate."
Solar would hook up a tow bar to the caster set of wheels and use a heavy-duty, high-horsepower tugger to move the dollies. "We'd been using those for a long time," says Brehe. "We'd done alright with those, but they have their own challenges in terms of maneuverability and wear. We'd have wheel failures. Because of the weight on them for extended periods, they'd get flat spots and that would accelerate their wear. It wasn't uncommon to see a small path of urethane down an aisle, and then we were stuck. We've had tugs overheat and casters break. We've also tried diesel and propane tugs, but they've all had their own challenges, as well."
New Sizes, New ShapesWhen Solar Turbines planned to introduce the Titan 250 gas turbine generator set—a new product line that was larger, heavier and longer—it knew moving the new product around would pose significant challenges, so a Six Sigma project was launched to determine the viability of moving the equipment or to find something new.
"That's where I can in as the black belt on the project," explains Brehe. "Through my Six Sigma project, it became evident we needed a new way because of the weight on the wheels of the dollies, because of the maneuverability issues with this new bigger product and because of the spaces we'd need to move it in. I looked at designing our own and put a couple sketches together. I also did a lot of searching on material-movement sites and came across Doerfer. They sent some reps to see our challenges. We basically then put our heads together, and they said it was doable."

The Doerfer Wheelift heavy transporter is available in both headless and headed versions and can provide 6-10 in. of lift (Figure 1). But creating a transporter that met Solar Turbines' deck-height requirements, Doerfer needed an onboard generator capable of 480 V. "Most of those have to be 14-15 in. tall to generate 15 kW of power," explains Schmeiser. Propane, three-cylinder Kubota engines from Anderson Industrial Engines in Omaha, Nebraska, are used on current models. "It's a challenge to do the engine cooling," admits Schmeiser.
Modular IntegrationSolar Turbines' original order was for three Wheelift transporters, capable of handling 57 tons each, which were delivered in March 2008, and it now has four. The transporters also are available rated for up to 150 tons (Figure 2). "One of the fantastic features of this is that it's not a single transporter with fixed dimensions that will work under one product," explains Brehe. "This is modular, so we can position them like wheeled dollies under our packages. We hook up a communications cable, and they immediately respond like a single transporter. That gives us immense flexibility. These were introduced to support a new product, but what won us over internally was the ability to use these for every product. It completely transformed the way we move our products. Because these are modular, we can hook them together to act as one. That gives us the flexibility to use them on any product."

Figure 2: Wheelift heavy transporters are available that are capable of lifting up to 150 tons each.
Source: BECKHOFF AUTOMATION
One other advantage of the Wheelift is its integrated hydraulic RAM, which allows it to lift the package off the ground. "The package itself is never stationary on wheels, and the wheels are never taking load for a long time," explains Brehe. "This means no wheel failures and no flat spots on tires, like with the dollies. This really reduces maintenance costs. Doerfer has been here many times for upgrades. Their support has been phenomenal. Each of the four transporters has eight wheels, and we've only had minor issues with one wheel."
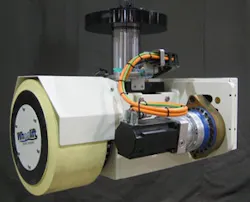
Figure 3: The Uniload module with equalized three-point fluid suspension allows the ability to distribute the weight using proportional valving.
Source: BECKHOFF AUTOMATION
The Wheelift transporter's omnidirectional steering provides 100% movement flexibility for precision move capability as small as .001 in. to facilitate load placement and provide subassembly engagements that were previously not possible. "In a test facility, we are able to make moves within 1/8 in.," says Brehe. "That's the precision we need in the test facility. In the test cells, we need to get our products very closely aligned to the exhaust and inlet. In the past, we spent quite a bit of time to move the frame correctly. The omnidirectional maneuverability has been huge. That's changed how it allows us to set up our shop floor. Before, we had to move a lot of stuff, but we really don't move anything now."
The steering is enabled by a hydraulic cylinder in the middle of a module with a urethane-coated wheel, explains Schmeiser. "The rod end of the cylinder bolts into the deck plate," he says. "The cylinder rotates about the rod, and that allows the wheels to rotate around that. The vehicle uses differential steering. Each transporter has up to four modules. Our controls group has put together a program called Synchrosteer to control the steering, whether it's four modules or six modules or whatever. If you want, you can flip the switch for lateral steering, and it turns the wheels sideways. You can rotate, you can crab steer. We have five different steer modes to do anything you want."
The Wheelift team needed a universally accepted IEC 61131-3 programming environment to handle the software of Wheelift's Synchrosteer control. "Beckhoff's TwinCat PLC software gave us that foundation," says Ron Howell, Doerfer electrical engineer. "We use many of the languages defined by PLCopen, and we favor structured text for this application because it is fully supported by TwinCat, along with many other programming languages."
Each transporter has it own Enrange belly-box radio remote control, like a crane operator uses, with a joystick for steering and a paddle for raising and lowering. "We can remotely start the engine for power-up," says Brehe. "There's a digital display with a menu system that allows us to access other functions and see some data, too. We can see the fuel levels in the propane tanks. No longer is a driver stuck in the seat of one of the tugs. The operator can walk around the transporter, so that's a huge safety improvement. There's a visual graphic that shows all the wheel modules. We can even calculate where the center of gravity is."
When Doerfer showed the original HMI to Solar Turbines, some changes were suggested. "They incorporated histories and alerts and data pages where we can monitor the health," says Brehe. "We can look at drives and parameters and their adjustments. Even with multiple transporters hooked together, we can monitor from one HMI. We really pushed the envelope with them, cramming all the functionality into that small size."
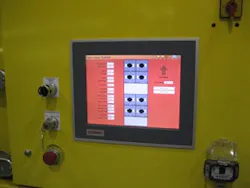
If the Components Fit…With little room for components, Doerfer uses an integrated solution from Beckhoff Automation that includes the CP6201-0001 panel PC with 12.1-in. screen and a built-in Intel Celeron M 1.0 GHz processor, TwinCat PLC software, BK1120 EtherCat bus coupler, KL3403 three-phase power monitoring terminal, 16-channel KM I/O modules, AX5000 series drives and AM3000 servo motors.
"The size is key," says Schmeiser. "Beckhoff has the HMI and the PLC all built into one." During the initial engineering phase, Doerfer reviewed PLC-based products to meet its requirements.
"We were limited by large housing dimensions and few available options," says Mark Lavallee, controls design manager at Doerfer. "Panel PCs help share the load." The earliest designs of Wheelift transporters utilized black-box PCs that were programmed in an assembly language. "Unfortunately, only a handful of experts across the U.S. could maintain and update the equipment," says Lavallee. "That became a compelling reason to shift toward a more industrialized platform."
A critical requirement of the new controls platform was its ability to handle the updated hydraulic system. The new system required accuracy and resolution for the tightly integrated hydraulic and electrical servo systems. "The compact nature of the Beckhoff equipment was critical for our new Wheelift transporters," says Schmeiser. "The streamlined way the controls fit together helped us design a system that is as compact as possible."
The CP6201-0001 was chosen as a compact, all-in-one control and display solution and minimized the space taken up by the control system (Figure 4). Bus terminals, networked with a BK1120 EtherCat bus coupler, are used as the I/O system for communication within each transporter. "The microsecond-level performance of EtherCat is impressive, and the equipment is based on standard Ethernet technologies," says Howell. "The KL3403 three-phase power monitoring module gathers a wealth of electrical information, including phase angles, voltages, Watts, current and Hertz. Knowing Wheelift power consumption at all times helps prevent potential problems before they arise."
Where possible, Wheelift also uses KM I/O modules, which can pack up to 64 digital inputs or outputs in a very compact housing. "Depending on the Wheelift transporter, eight to 24 servo axes are individually controlled using a single Beckhoff CP6201," explains Howell. "Synchronous, coordinated motion would have been very difficult to accomplish on this scale using traditional PLC systems. Our updates are 1 ms for critical motion functions. There is plenty of room for additional functions when using EtherCat paired with a 1 GHz processor. Beckhoff provides a scalable PC product line that provides a processing power boost if and when we need it."
An additional benefit of the CP6201 was the integration of a CANopen fieldbus card, which cut back on the required wiring for the system. "The alternate hardwiring would have required more space than I had available," explains Howell. "With a traditional PLC, the resulting I/O rack here would have easily taken two or three times the amount of precious space. With Beckhoff I/O, we keep our cabinet as streamlined and optimized as possible."
About the Author

Mike Bacidore
Editor in Chief
Mike Bacidore is chief editor of Control Design and has been an integral part of the Endeavor Business Media editorial team since 2007. Previously, he was editorial director at Hughes Communications and a portfolio manager of the human resources and labor law areas at Wolters Kluwer. Bacidore holds a BA from the University of Illinois and an MBA from Lake Forest Graduate School of Management. He is an award-winning columnist, earning multiple regional and national awards from the American Society of Business Publication Editors. He may be reached at [email protected]
