How George T. Hall masters SCADA system phased modernization with seamless upgrades

George T. Hall (GTH) was founded in 1932 and currently employs 53 people, including 10 engineers. Many of the company’s integration projects revolve around electric- or gas-fired heating applications for molding, treating or baking products. The system integrator typically handles processes using multiple motors, valve pumps and instruments. The company is a member of the Control System Integrators Association.
George T. Hall works primarily in the United States for public and private industrial automation customers in core industries, including aerospace, food and beverage, water/wastewater, mining/minerals/metals and pharmaceuticals/life sciences. The company averages about 100 projects per year, varying considerably in product and scope. Typical project timelines from discovery to startup average around one year.
When a food-and-beverage manufacturer wanted a company logo branded on its hamburger buns, George T. Hall developed the controls and heating for the branding machine. Its mushroom-spawn-producer customer wanted a machine to convey and sterilize a substrate in preparation for the inoculation process, which included a 15-ft-tall rotating blender. Data acquisition ensured the proper temperature and pressures throughout the sterilization and inoculation processes.
George T. Hall has completed projects like these over the past couple of years, thanks in part to a focus on mentoring. The development of younger engineers by senior engineers has been inspiring, says Mike Howard, vice president of system integration at GTH. “These partnerships have produced innovative solutions throughout the lifecycle of each project,” he adds.
SCADA modernization
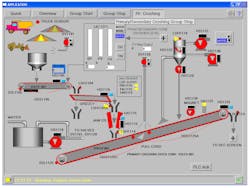
George T. Hall did much of the work from its facility, 250 miles away. The existing Siemens FactoryLink software application was no longer available to analyze off-line, so GTH developed a plan to view the application remotely, and it developed the new application in Aveva InTouch.
“Upon contacting us, we determined that one of the biggest risks this company was facing was that it did not have a backup system in place for its now outdated and unsupported SCADA system. This system consisted of a single old PC running Windows XP; it was programmed with FactoryLink SCADA software; and it was using Modbus Plus to communicate with field devices,” Howard says.
In order to seamlessly move to a new PC running an updated operating system (OS) and modern SCADA software, GTH connected a secure cell model to the old PC. “This allowed us to remotely connect to the SCADA PC, while they continued normal operations,” Howard says. “Using this technique, we unobtrusively recreated the SCADA program in Aveva InTouch 2020 from our facility.”
For the second phase, GTH developed a plan to upgrade communications to Modbus TCP/IP.
Once the new PC with the modern SCADA software was ready, GTH brought the PC on-site. At this time, GTH used Niobara R&D’s Modbus Ethernet Bridge MEB II to convert the Modbus Plus protocol to Modbus TCP. “This way, the customer could have its new and old systems working together with the existing programmable logic controllers (PLCs) in place, allowing us to verify functionality on-site before taking the old system offline,” Howard says.
The next phase of the modernization was the PLC migration, and GTH used several tools to accelerate the migration and reduce costs and risks. “First, we took the old Quantum PLC program and ran it through the Unity M580 Application Converter (UMAC) tool to ensure programming compatibility for the new M580 PLCs,” Howard says. This greatly reduced time and labor by allowing GTH to reuse about 95% of the existing PLC programming.
During the final modernization plan, GTH updated the existing Quantum Series I/O to X80 I/O using Schneider Electric’s swingarm and quick-fit cable assemblies. “Because, like most older systems, this system did not have existing wiring diagrams, it was hard to know exactly what the field wiring was doing, making it risky to make all new connections. By using these assemblies and reusing wiring, we reduced the amount of downtime needed and prevented wiring errors associated with manual I/O module rewiring,” Howard says.
George T. Hall’s experience with bridging old technologies with new made the difference in this project, he adds. It also took advantage of tools and processes that made it easy to reuse the customer’s existing code, hardware and wiring (Figure 2).
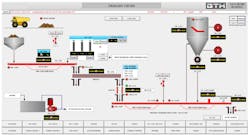
This meant the project could transition to the new PLCs in two to four hours, as opposed to programming a new PLC from scratch, which can take weeks. This approach also uses the same logic and language that operators are already familiar with, so operator training time was minimized.
While this SCADA system modernization was relatively small, GTH is also well-versed in modernizations for larger systems with multiple PCs and PLCs. Even with larger systems, old and new can co-exist, and the same phased approach can still minimize downtime and other risks.
“We can take advantage of existing planned downtime by developing hybrid systems that allow us to use the allotted time to just replace one part of your system, such as the PLCs. When we take this approach, we ensure the remote I/O can talk to the new PLCs during the transition period and can then replace the remote I/O during the next scheduled downtime period,” Howard says.
For programmable logic controllers (PLCs) and programmable automation controllers (PACs), system integrator George T. Hall’s preferred suppliers are Schneider Electric and Rockwell Automation. “They offer the greatest options and solutions for hardware and software,” Howard says. “We also maintain development licenses for platforms, meaning we have access to factory support when needed.” The system integrator is less particular about the type of industrial PC it uses but has used Advantech and others that are readily available.
A variety of variable frequency drives (VFDs), including products fromABB, Eaton and Schneider Electric, are used by GTH.
In the past, GTH has not had extensive experience with vision systems, but lately, Howard says, the company is impressed with Elementary Robotics artificial intelligence (AI)-based machine vision system. “We are currently looking for opportunities to partner with them,” he notes.
For enclosures, GTH prefers Rittal, which “offers the most flexibility and greatest mounting panel space for a given size,” says Howard, but GTH also uses Hoffman and Saginaw Control & Engineering enclosures regularly.
For human-machine interface (HMI), GTH uses a variety of products, including Schneider Electric’s Modicon Magelis and Rockwell Automation’s PanelView, as well as displays from Phoenix Contact, Inductive Automation and Aveva.
About the Author

Anna Townshend
Managing Editor
Anna Townshend has been a writer and journalist for 20 years. Previously, she was the editor of Marina Dock Age and International Dredging Review, until she joined Endeavor Business Media in June 2020. She is the managing editor of Control Design and Plant Services.
