Case Study: How this OEM controls in-line winders with pneumatics


Once an extruder starts to produce film, there is one golden rule—no shutdowns. Just like in steelworks, paper plants or the semiconductor industry, every break in production is extremely costly as restarting the equipment is an elaborate, time-consuming process.
A critical process station for film extruders is the downstream winder that places the film onto rolls. Once a roll is complete, the film needs to be cut, redirected and placed precisely onto the next roll without glue in a continuous process. During this time, a material accumulator buffers the film that continues to be produced.
These in-line winders and web storage units are the specialty of Sander Maschinen und Anlagen in the Westphalian town of Bad Oeynhausen in Germany.
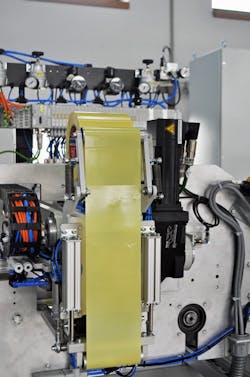
Figure 1: This in-line winder helps keep the film process running continuously. (Source: Aventics)

Figure 2: This electro-pneumatic regulator keeps dancer tension within a defined range with quick response. (Source: Aventics)
Storage volumes and times must be precisely aligned with automatic roll changes and the insertion of film. “We would have a big problem on our hands if even a single cylinder or valve in this system were to fail. Reliable, durable components are an absolute must,” explains Managing Director Fred Sander.
“Since our company’s founding in 2002, we have had good experiences with the proportional pneumatic valves from the Aventics ED family. And, due to the specific features of their PRA cylinders, we have branched out to include a wider spectrum of Aventics pneumatic components including proportional valves, AV03 valve systems and SM6 position sensors.”
Also read this case study: How fast and accurate automation equipment produces a precise Swiss watch
Individual-function pneumatic circuits govern insertion and cutting, including the control of the dancer, a freely moving pulley (Figure 1). Pneumatic cylinders move the pulley up and down to ensure that the tension setting remains constant.
The ED02 electro-pneumatic pressure control valve regulates this tension setting (Figure 2). This highly dynamic regulator uses closed-loop control to compare actual and target values and respond automatically to volume changes in the dancer cylinder.
Stick-slip effect
“The difficulty lies in switching between an idle state and a fast startup. The dancer cannot jerk,” Sander explains. “Previously, we used expensive, hard-to-install custom cylinders to prevent a stick-slip effect.” This occurs when static friction is much higher than dynamic friction, which is a common occurrence due to seals on the piston rod and the piston in pneumatic cylinders.
“The smooth-running variant of the Aventics PRA cylinder series provides an optimal solution to this longstanding issue,” says Sander. “Lubrication and sealing material are designed to minimize the stick-slip effect. We haven’t experienced any interruptions in production sequences with the use of these cylinders (Figure 3).”

Figure 3: The lubrication and sealing material in the cylinders are designed to minimize stick-slip during a fast startup. (Source: Aventics)
The improvements to the ISO-profile cylinder also offer a low weight, short cycle times and quiet running, thanks to an elastic damping element and improved cushioning. Adding the SM6 position transducer to the PRA cylinder allows constant monitoring of the pulley position. Sander configures the PRA cylinders based on the respective application with the online configurator from Aventics.
Standardized pneumatics
Among other components, the company uses the Aventics AV03 valve system (Figure 4). In combination with the ED02, the AV03 delivers pressure values that can be reproduced and documented at any time. This is important for machine operators that wind different products on the same line. They can store and retrieve product-specific instructions.

Figure 4: The valves are used to deliver pressure values that can be reproduced and documented at any time to help with faster changeovers on the machine. (Source: Aventics)
The PLC sends the new parameters via a fieldbus or a real-time Ethernet protocol like Profinet IO to the Aventics AES valve electronics, which are designed to support all conventional protocols. In addition, the Series AS air preparation unit provides main supply pressure control, filtration and air pressure monitoring (Figure 5).
“Thanks to the electro-pneumatic concept from Aventics, we can offer our customers a reliable, fully automated turret winder that guarantees fast, precise control of the dancer rollers and thus enhances machine availability considerably,” says Sander.
“At the same time, we can standardize the pneumatic control as much as possible, which represents a benefit in terms of time and money when you consider the variety of customized machines.”
In addition to cutters and winders, Sander delivers laminating machines, rewinders, slitters and cross-cutting units, roll saws and web material storage units that are also suitable for clean-room applications. For nonstop operation before or after a production line, Sander offers various types of turret winders.
Depending on individual customer requirements, the winder is supplemented by a slitter or cross-cutting unit along with additional processing stations.

Figure 5: The air preparation unit provides main supply pressure control, filtration and air pressure monitoring. (Source: Aventics)
