Contact-free sensor solutions for harsh environments

For many applications, machine builders are demanding the fastest and most precise linear-measurement products. Other applications need position measurement but can operate with less accuracy, and products exist to serve a range of resolution and speed requirements. Machine builders also have many options for types of sensors and sensing technologies. For the harshest environments, magnetostrictive and inductive sensors work best, unaffected by contaminants and free from wear.
Five companies––Hiwin, Bosch Rexroth, Balluff, Novotechnik and Pepperl+Fuchs––share their linear-measurement solutions for faster setup and signal propagation times in harsh environments, with pre-aligned systems, compact solutions and technologies for high accuracy.
Integrated system
Industrial-automation applications are demanding linear-measurement products that are more accurate and higher resolution, says Art Holzknecht, engineering manager at Hiwin. This created a trend for products to measure position directly, rather than indirectly, he says. For indirect position measurement, for example, an encoder on the back of a servo motor, connected to a ball screw, will measure the rotation of the motor shaft using the encoder on the motor, Holzknecht explains. In relation to the ball screw, linear position can be determined with a rotary-to-linear conversion factor. “The thing is that does have some intrinsic limitations of accuracy,” Holzknecht says. “That’s what a linear encoder does for you. It provides direct linear measurement of position.”
Integration is another trend across many different components, and linear-measurement products are no exception. “The ability to do things easily in terms of configuration and mounting and installation is a major trend,” Holzknecht says.
For engineers and machine builders looking for the accuracy of a linear encoder and convenient configuration, mounting and installation, Hiwin offers the PG series linear encoder, which is integrated directly into a linear guideway bearing. “It’s easy to mount and install because it’s integral to the linear guide,” Holzknecht says.
Hiwin’s main product lines focus on recirculating-bearing linear guides, linear rail systems, profile rails with recirculating ball bearings or roller bearings, and ball screws for converting rotary to linear motion. “We manufacture ball screws in a huge range of sizes and accuracy grades. That’s the genesis of Hiwin, and we’ve developed into those other component technologies,” he says. The PG series encoder aims to round out Hiwin’s one-stop-shop offering for customers who want a full direct position measurement solution from one supplier (Figure 1).
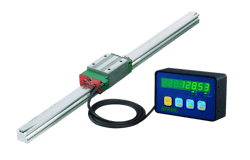
Figure 1: Hiwin offers the PG series linear encoder, which is integrated directly into a linear guideway bearing.
The integrated linear guideways, which provide linear bearings for the motion system with the linear encoder, save design time and cost. Instead of designing, purchasing and aligning a separate encoder, the PG system has an encoder pre-fitted to the linear guide. “The advantage of the PG system is that it gives you the opportunity to have it all in one,” Holzknecht says.
“A linear encoder consists of two primary elements: the scale—the part that you read from—and the read head—the part that actually reads what is on the scale. It reads the position information from the scale,” he says. On the PG series, the scale fits into a groove that’s already in the linear guide, and the sensor is already mounted to the guide block, the bearing part of the linear guide.
“When you install the bearing block on the linear guide, you are also already installing the encoder. It’s already pre-aligned and pre-set up,” Holzknecht says. The system doesn’t require users to mount to the read head, or find mounting bracketry that will give them the flexibility to align the read head with respect to the scale. “That’s an assembly tolerance that you’re going to have to manage and control,” he says. “With the PG system, that’s all taken care of.”
The PG system uses a magnetic encoder. “The sensor is a type of magnetic pickup sensor that reads alternating north and south poles on that scale,” Holzknecht says, “and the advantage to that is it’s very immune to contamination and dirt and grease, which is why it can live right on the linear guide bearing.” Optical encoders, on the other hand, are more accurate, but need protection from dirt, oil, liquid or other contaminants. “A magnetic encoder, like the PG, is impervious to that. It reads through the grease and dirt and oils and other contaminants that might get on the scale,” Holzknecht says.
The material and sensing principle make the magnetic encoder so robust. The scale is a polymer strip, Holzknecht says, with ferrite particles that are selectively polarized. The material is impervious to contaminants, and sensing principle is unaffected by the environment. “A magnetic encoder is sensing magnetic field, so it doesn’t care about those things,” Holzknecht says.
“What is potentially an issue for a magnetic encoder is a very strong magnetic field in the immediate vicinity of the scale,” he adds. “So you do have to be a little bit careful with your design.” Generally, to cause an interference the magnet needs to be very strong and very close.
The incremental encoder output signal on the PG series has a resolution as fine as 1 micron. “It covers a lot of the market, but there are some applications, particularly very high-end semiconductor applications, where you need to measure nanometers, and if you’re in the realm of nanometers, then generally you need an optical encoder,” Holzknecht says.
The Hiwin PG series linear encoder is used in many applications, such as precision assembly, pick-and-place machines, automated testing equipment and packaging.
Small package
The Bosch Rexroth IMScompact is also capitalizing on the growing trend in the market for integration. The mechatronic system combines a linear profiled guide with a linear magnetic encoder. “We’ve seen the trend over the past four or five years of integrating electronics into the mechanical components,” says Nathan Davis, product manager for linear technology components at Bosch Rexroth. “I think customers want to buy machines that are smarter and that collect more data.”
The compact version of the Integrated Measuring System (IMS), released in May 2020, adds to the Rexroth series portfolio. “The sensor integration with the rails is something that we’ve had for a really long time,” Davis says. Precision has improved over the years, but this smaller version is designed for a part of the market that doesn’t need the highest resolution. “IMS was more of an edge product, more machine-tool type applications, because it’s super high accuracy,” Davis says. “The IMScompact is opening up the potential applications to a lot more than just machine tool.”
The IMScompact is offered in sizes 25, 20 and 15, which is the smallest size available on the market, Davis says. “One of the unique things about our IMScompact is we’ve made it really small, so it fits inside the runner, the standard block,” Davis says. “The standard bearing does not grow in size because we actually embed it inside.” The IMScompact combines the linear encoder into the existing ball rail and the reader head into the ball runner block (Figure 2).

Figure 2: The Bosch Rexroth IMScompact combines the linear encoder into the existing ball rail and the reader head into the ball runner block.
The steel runner block body also creates a Faraday cage, protecting the sensor head from electrical, radio and magnetic interference. “There are a lot of things out there that in general create a Faraday cage. Basically, what happens is any electrical interference is either blocked or transmitted around the outside of whatever is being designed as a Faraday cage, in this case, a runner block,” says Jonathan Richards, product manager for ball and rail applications at Bosch Rexroth. The sensor head is also further protected from debris, contamination and moisture.
The IMScompact could be used with ball screw assemblies or with a belt drive. A typical application with a ball screw has one or two rails in parallel with the ball screw, Davis says.
“Any time you need high accuracies and relatively short strokes, the ball screw assembly is the best way to go about it,” Davis says. “Ball screw assemblies are actually pretty accurate on their own, and the linear scale just makes it better.”
A belt drive application would benefit from the IMScompact because indirect measurement, using the motor to track the position, doesn’t often work as well, as the belt can stretch, especially at long lengths, Davis says. “Having a direct measurement is definitely a benefit for those,” he adds.
For linear motors, a scale is necessary, Davis says. “Linear motors aren’t used a lot because they’re expensive with all the rare earth magnets that go in there, but, for those people that need it, the IMScompact would be something that would be good to use,” he says.
The main advantage of the IMScompact system for any application is time savings. “Because of the reduced number of components in the system, engineers are able to design the entire system quicker and easier,” Richards says. The installation itself can be smaller because the design doesn’t need a separate mounting surface for the scale.
“It can be a pain to align the reader head and the scale because that gap has to be accurately maintained, and, for whatever reason, if the mounting bracket for the reader head is off just a little bit, a lot of labor and time can be eaten up aligning those components,” Davis says.
Redundant sensors
Scott Rosenberger, after sales technical support sales engineer at Balluff, says he has seen a migration to more sophisticated linear position sensors with integrated, higher performing interfaces. In addition, Rosenberger says, “We’ve seen a push for more robust products, more reliable products, and of course more specialized products for specialized applications.”
The Balluff BTL-7 series is a broad line of products, and the latest release with redundant sensors completes the electrical interface offerings for the product series. The BTL-7 series linear position sensor has up to three independent measuring systems (Figure 3). The redundant sensors operate concurrently in a single housing to ensure uninterrupted production for uptime critical applications, Rosenberger says.
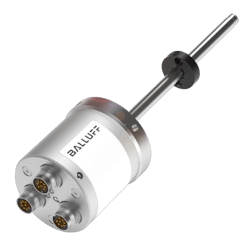
Figure 3: The Balluff BLT-7 series linear position sensors with built-in redundancy operate concurrently in a single housing to ensure uninterrupted production for uptime critical applications.
Its magnetostrictive, noncontact measurement technology operates via the interaction of magnetic fields, where no mechanical contact is necessary for the measurement to take place. “What that means is there’s no mechanical wear over time. It’s not going to wear out due to physical contact, and it’s a robust measurement system. It also withstands high degrees of shock and vibration,” Rosenberger says. The system also has a wide operating temperature range, from approximately -40 °C to 100 °C, and it’s capable of high accuracy, with position resolution as fine as 1 micrometer.
The rod-style form factor is designed primarily for use in hydraulic cylinders, but it can also be used in other applications, and it is used in many industries, including steel and power and energy generation, for applications involving coal-powered generators, steam turbines and wind turbines.
The redundant sensors ensure that production can continue, even if one sensor fails. Many applications use two sensors, monitor one channel and keep the other on backup in case the primary sensor fails. “The situation where you might want three outputs happening is where you’re really looking for signal integrity,” Rosenberger says. “In those cases, you might compare. You monitor all three outputs from the sensors, and, the logic being, if two out of the three outputs agree, then that’s the truth.”
The BLT-7 is available with two digital interfaces: synchronous serial interface (SSI) and Start/Stop. Rosenberger says, for many years, analog was most prevalent, probably about 80% of the market. “Over the course of the years, the move has been to get away from analog signals because they can be troublesome,” Rosenberger says. Analog signals are particularly susceptible to interference from electromagnetic fields, which limits the performance that can be achieved. The two digital signals, Rosenberger says, are much more immune to interference. “The digital pulse interface is a bit of a legacy interface that we continue to support. It’s unique to magnetostrictive linear position sensors,” Rosenberger says. “But the market, especially for high-performance applications, is really moving toward SSI.”
Immediate signal
In the harshest environments, machine builders have another choice for linear position measurement with inductive systems. Novotechnik originally developed inductive technology for its products decades ago, but Ivan Masek, president and CEO of Novotechnik says today’s TF1 series touchless linear position sensor is faster and can work over a longer stroke length, than other sensing technologies. It tracks position with 1 µm resolution and up to 1,000 mm stroke lengths using a moving marker (Figure 4).

Figure 4: Novotechnik’s TF1 series touchless linear position sensor tracks position with 1-micrometer resolution and up to 1,000 mm stroke lengths using a moving marker.
The company started around the 1950s manufacturing potentiometers, but Novotechnik moved into other measurement technologies, such as magnetostrictive. The shortcoming of that technology, Masek says, is vibration, and Novotechnik turned to inductive technology to serve customers in the harshest environments. Inductive technology uses a marker, which is not magnetic and either glides along rails built into the sensor or floats above or alongside the sensor, when attached to an application’s moving part.
Magneostrictive technology has limitations with propagation time, compared to inductive, Masek says. Magnetostrictive works by creating a small measurable pulse and then measuring the time between when the pulse was sent out and when it was received back.
“What you want to know there is that the time of flight is different from the position, and the time of flight is proportional to the position. It also takes longer for the signal to come back from a faraway point,” Masek says. “What a controls engineer really hates is when the sampling time and propagation time for the signal, so how old my signal basically is, when that age differs from the position.”
The advantage to an inductive system is faster measurements and more per second, where high speed is paramount for applications, such as injection molding machines. “We also don’t have a time delay through a waveguide like in magnetostriction. We have the signal immediately,” Masek says.
Applications such as injection-molding machines depend on precise timing to fill molds quickly before resin hardens. “When you’re closing a mold on an injection-molding machine with an hydraulic cylinder, you need to control the position,” Masek says. “With a system that responds much more quickly and in much smaller increments, you can run faster until you’re almost there, and then you stop.” A decade ago that was still a huge problem, forcing injection-molding machines to slow down more as the mold closes, so users didn’t overrun the position or underfill a mold. “We know from our customers that speed is of the essence,” Masek says.
Novotechnik’s TF1 inductive technology enables faster cycles times for injection-molding machines, including opening the mold, pushing a finished part out of the mold, closing the mold, pushing resin in and stopping the resin push. Position measurements need to be as fast as every 0.20 to 0.25 ms, meaning sensors require a propagation time of less than 0.4 milliseconds. The TF1 Series has a maximum acceleration rate of 200 m/s-2. The position sensor has a high tolerance to shock and vibration, and inductive systems are also not affected by strong magnetic fields.
Moving target
Pepperl+Fuchs also offers position measurement inductive (PMI) products, using inductive technology for linear measurement from 14 mm to 960 mm. “Several coils, in a coil array, are arranged side by side. Through the use of a steel actuator, the absolute position can be determined by evaluating the individual coils. The sensor works without making contact and is therefore, completely wear-free,” says Robert Pasho, product manager for sensors and rotary encoders at Pepperl+Fuchs. The F90 series ranges from 40 mm to 120 mm, has IP67 and IP69K ratings and different output options for IO-Link, analog and switch.
“As machines are getting more precise, they need more output. They need better resolution,” Pasho says. The F90 is the most versatile of the linear product line, he says, and the latest version in the PMI series, released in 2018, included the IO-Link (Figure 5).

Figure 5: The F90 is the most versatile of Pepperl+Fuchs’ linear PMI product line, and the latest version includes the IO-Link.
“With IO-Link, that opens up a whole other layer of maintenance feedback,” Pasho says, “so they can get essentially real-time digital output.” A lot of customers are moving to that IO-Link functionality, he says.
In addition to linear accuracy, the inductive sensor can be used in the harshest environments. “You have a still target that moves in parallel with the coils. Then, you get absolute positioning by evaluating between the different coils the distance from the different coils to the steel target,” Pasho says. The patented technology configuration of multiple coils within a single sensor maximizes precision and efficiency, he adds. “You’re evaluating the coils and analyzing data at an optimal level,” Pasho says. “It’s the way we look at the coils or the way we couple the coils together and evaluate them, compared to the target, and we have an accurate and efficient way of doing it.”
The PMI series can also use any metal as the target. It doesn’t require a specific target be added to the machine. “In some cases, we can use part of the machine,” Pasho says. “There are a lot of ways to use the sensor with different metal parts that help in solving the application issue.”
The F90 also has two-target evaluation with two moving targets within a linear position. “We can tell the difference between those two moving targets,” Pasho says.
The sensor is used in many types of applications, such as dancer control for printing applications. Large rolls of paper, either rolling the paper into the large rolls or unrolling the paper for another process, get fed through a conveyor. “There are rollers on these that adjust the speed to make sure the paper stays taut, and there’s no movement from side to side,” Pasho says.
It can also be used for tool spindle or cylinder clamping position measurement, where users, for example, are looking for position on a tool spindle that holds a drill bit or other tool. Cylinder clamping position, used in CNC machines, works similarly, showing the position of certain pieces of the machine.
The longer inductive systems are used for palletizing. “They’re used for getting position and size of the particular pallet,” Pasho says. “They can see the dimensions essentially of the pallet, and then they can wrap it.”
ALSO READ: How does linear measure up?

About the Author

Anna Townshend
Managing Editor
Anna Townshend has been a writer and journalist for 20 years. Previously, she was the editor of Marina Dock Age and International Dredging Review, until she joined Endeavor Business Media in June 2020. She is the managing editor of Control Design and Plant Services.
